

弹簧表面常用的侵漆工艺弹簧表面清理,侵漆前,必须对弹簧表面进行清理,把表面的氧化皮,锈,油污清理干净,有些弹簧在侵漆前应进行喷丸或者喷砂处理,把锈及氧化皮除掉。侵漆工艺规范,在80-90度的咸水或清水中清洗弹簧,然后再在80-90度热水中进行1-2次清洗,次干或烘干弹簧表面的水分。将弹簧放侵漆槽进行侵漆,然后沥干余漆,进行烘干,油漆的粘度要用粘度计检验。油漆模的检验,油漆模的颜色为黑色,表面平整光滑、不露、不得有明显的油污,允许有不严重挂流伤。漆膜厚度不小于小于20μm,柔韧性1mm,冲击强度500J/cm耐水性试验:浸于25的水中24h后取出,2h后漆膜应恢复原状。耐盐雾性试验喷盐雾20个循环应无变化。






拉伸弹簧的凸模和凹模刃口磨损时应及时停止使用,及时刃磨,否则会迅速扩大模具刃口的磨损程度,减少模具的使用寿命,降低弹簧质量。按照模具的安装程序将凸凹模在转盘上安装好,保证凸凹拉伸弹簧的方向一致,尤其是具有方向要求的拉伸弹簧更要细心,以免弄错。弹簧断裂中绝大部属于脆性断裂。只有当工作温度较高时,才有可能出现塑性断裂。在工程上把疲劳断裂、应力腐蚀断裂及氢脆断裂等称为脆性断裂。
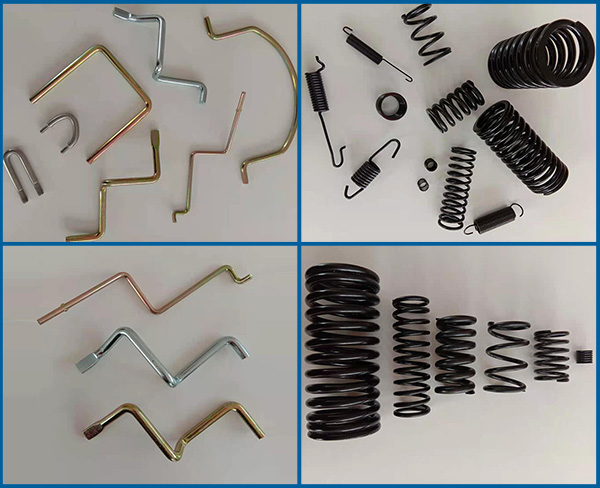
拉伸弹簧具有广泛的应用范围,适用于多种不同的环境,可由不锈钢弹簧丝,碳素弹簧钢丝,合金弹簧丝等材料制成。拉伸弹簧也是一种螺旋弹簧轴承轴向张力,设有各种钩子作为侧型,半圆型,鸭嘴型等。吊钩由圆截面弹簧钢制成,是张力源,当弹簧卸载时,线圈之间没有间隔。本产品利用回弹力来控制部件的运动储存能量和测量张力,拉伸弹簧的大部分初始张力决定了非凡的绕制紧密度。




 在线客服
在线客服 13645550554
13645550554


